Работа с керамикой на металлических каркасах: возможные причины ошибок и способы их устранения
 Антон Анискевич, исполнительный директор компании Анис-Дент, специалист по системе керамик «Profi». Изучал технологию производства керамики и ее физико-химические свойства на заводе Klema (Австрия). Проходил обучение у Геральда Убасси во Франции и у мастер-техников в Германии. Также изучал CAD/CAM системы на заводах производителей сканеров и фрезерных.
Антон Анискевич, исполнительный директор компании Анис-Дент, специалист по системе керамик «Profi». Изучал технологию производства керамики и ее физико-химические свойства на заводе Klema (Австрия). Проходил обучение у Геральда Убасси во Франции и у мастер-техников в Германии. Также изучал CAD/CAM системы на заводах производителей сканеров и фрезерных.
Мы все знаем, что на конечный результат изготовления металлокерамических коронок и мостов влияют сразу несколько факторов: печь, сплав, способы обработки каркаса, нанесение опакера, технология наслоения, температура обжига и пр. Однако очень часто сложно понять истинную причину трещин, пузырей или сколов.
Для удобства зубных техников мы провели анализ различных проблем при работе на керамике и в удобном виде представим способы их устранения. Таблица, представленная ниже, будет хорошим помощником для техника в его каждодневном труде.
| |
Проблема |
Причина |
Способ устранения ошибки |
| Печь |
Загрязнение муфеля вакуумной печи |
Загрязнение муфеля происходит из-за длительной работы со сплавами с сильным оксидом |
Очистить муфель. Если очищение не помогает, то заменить муфель |
| Разный результат обжига на одинаковой температуре спекания |
Срок службы нагревательного элемента подходит к концу |
Заменить нагревательный элемент |
| Неполадки с температурным сенсором |
Заменить температурный сенсор |
| Каркас |
Неравномерное литье, появление «раковин» |
Слишком высокая температура литья |
Снизить температуру литья |
| Изменение цвета каркаса |
Грязный металл (чрезмерное количество грязного металла) |
Отливать каркас из чистого металла |
| Неравномерная поверхность после обработки фрезой |
Обработка поверхности каркаса фрезой производилась в разных направлениях |
Каркас обрабатывать фрезой только в одном направлении |
| Оксидация |
Плохое сцепление опакера с каркасом |
Загрязнение поверхности каркаса |
Всегда следовать инструкциям производителей сплавов. Обрабатывать каркас паром перед нанесением опакера |
| Слишком толстая оксидная пленка на недрагоценных сплавах |
Отпескоструйте оксидный слой перед нанесением бонда или опакера |
| Опак |
Пузыри |
Неправильное литье |
Смотрите инструкцию производителей сплавов |
| Неправильно отпескоструен каркас |
Песок и давление подбираются в зависимости от типа сплава |
| При литье каркаса было использовано слишком много вторичного сплава |
Используйте меньше вторичного сплава |
| Вкрапления (загрязнения) на поверхности металла |
Следует сделать пароструйную и при необходимости пескоструйную обработку |
| Каркас из цинкосодержащего сплава не был протравлен в кислоте |
Смотрите инструкцию производителя цинкосодержащего сплава |
| Вкрапление песка в каркасе после пескоструйной обработки |
Необходимо уменьшить давление обработки, следуйте инструкциям производителя сплава |
| Опакер был замешен неподходящей жидкостью |
Паст-опакер разводится жидкостью для глазури, порошок – жидкостью для опакера |
| Трещины |
Работа была поставлена в печь, температура которой была выше, чем начальная температура спекания |
Работу можно ставить в печь, только если температура в печи ниже начальной температуры обжига керамики. Смотрите инструкцию производителя керамики |
| Опакер нанесен слишком толстым слоем |
Вош опак следует наносить тонким слоем с перекрытием каркаса на 70%. После обжига наносится второй слой опака |
| Слишком короткое время сушки |
Увеличить время сушки |
| Наслоение |
Рваная поверхность |
Керамика была пересушена |
Не пересушивать керамику. При наслоении керамика всегда должна быть равномерно влажной |
| Слишком короткое время сушки |
Увеличить время сушки |
| Чешуйчатые сколы керамики |
Была загрязнена поверхность керамики перед последующим нанесением керамики |
Необходимо снять слой керамики с помощью алмазной фрезы и отпескоструить. Поверхность керамики обработать паром и только потом наносить следующий слой |
| Микропористость на поверхности |
Керамика была пересушена |
В печь нужно ставить достаточно влажную керамику |
| Трещины |
КТР сплава не соответствует КТР керамики |
Заменить сплав. В некоторых случаях может помочь медленное или быстрое открывание печи (см. инструкцию производителя керамики) |
| Неправильная форма каркаса |
Следует закруглить все острые углы на каркасе |
| Недостаточная прозрачность |
Нет вакуума/ недостаточный вакуум |
Проверьте настройки вакуума |
| Температура обжига слишком низкая |
1.проверьте температурные настройки печи.
2. поднимите температуру спекания |
Отдельные вопросы, такие как калибровка печи, выбор правильной температуры спекания, нанесение и обжиг керамики были рассмотрены с иллюстрациями для лучшей наглядности и понимания:
1. Калибровка печи. Калибровка печи производится серебряной пробой. Очень важно калибровать свою печь не менее одного раза в полгода.
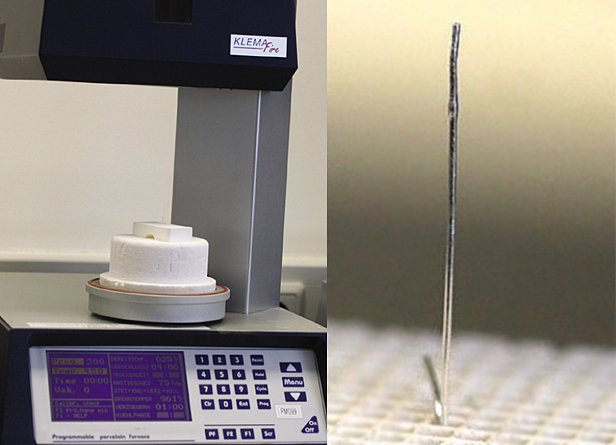
Рис. 1. Калибровка печи с помощью серебряной пробы
2. Выбор правильной температуры обжига керамики. При выборе нужной температуры обжига сперва руководствуйтесь инструкцией производителя керамики. Далее при необходимости температуру следует откорректировать исходя из полученных результатов.
Если Вы видите, что керамика получилась молочного цвета и поверхность неоднородна (Рис. 2, коронка номер 1), значит температура слишком низкая. Повышаем температуру на 10 градусов. Если коронка все еще мутная (Рис. 2, коронка номер 2), значит следует повысить температуру еще на 10 градусов. Керамика должна слегка блестеть как коронка под номером 3. Если углы оплыли или керамика стала слишком прозрачной – температура слишком высокая (Рис. 2, коронка номер 4 и 5).

Рис. 2. Внешний вид спеченной при разных температурах керамики
3. Нанесение и обжиг опака. При правильной температуре после первого обжига поверхность должна быть блестящей как на коронке по центру (Рис. 3).

Рис. 3. Поверхность опакера, спеченного при разных температурах
Примеры неправильного нанесения и обжига опака:
 |
|
 |
|
 |
| Рис. 4. Слишком высокая начальная температура спекания |
|
Рис. 5. Слишком короткое время сушки |
|
Рис. 6. Опакер был нанесен слишком толстым слоем |
4. Проблемы при обжиге керамики. При обжиге керамики всегда следует помнить о совместимости КТР керамики и сплава, начальной температуре спекания, скорости набора температуры, вакууме, конечной температуре, времени сушки. Если мы поставим слишком короткое время сушки, то на поверхности керамики образуются сколы как на рис. 7. Если у печи есть проблема с вакуумом, то это обязательно отразится на прозрачности спеченной керамики (Рис. 8). И очень частой причиной сколов и трещин является несовместимость КТР керамики и сплавов (Рис. 9).
 |
|
 |
|
 |
| Рис. 7. Слишком короткое время сушки |
|
Рис. 8. Левый мост спекался при нормальном вакууме, правый при 50% |
|
Рис. 9. КТР сплава не соответствует КТР керамики |
Для того, чтобы у техника не было проблем в работе с керамикой, необходимо следовать нескольким правилам: во-первых, очень важно следить за состоянием своей печи. Загрязнение муфеля или сбой в работе вакуума может очень сильно отразиться на конечном результате работы. Также необходимо раз в полгода калибровать свою печь. Во-вторых, всегда нужно использовать сплавы, КТР которых подходят под КТР керамики. Старайтесь использовать меньше вторичного металла. В третьих, всегда смотрите инструкции производителей керамики и четко следуйте всем требованиям, которые там написаны. При этом конечная температура обжига может быть изменена в зависимости от получаемых результатов. Две печи разных производителей даже после калибровки могут иметь разную температуру внутри камеры (несмотря на то, что на экране будет показываться одинаковая температура). Правильной температурой спекания является не та, которая показана на экране печи, а та, при которой получается правильный результат.
Соблюдая эти правила, а также используя таблицу, которая была представлена в данной статье, Вы будете меньше сталкиваться с какими-либо проблемами, связанными с работой на металлокерамике.
Скачать статью

 Информация для врачей
Информация для врачей